
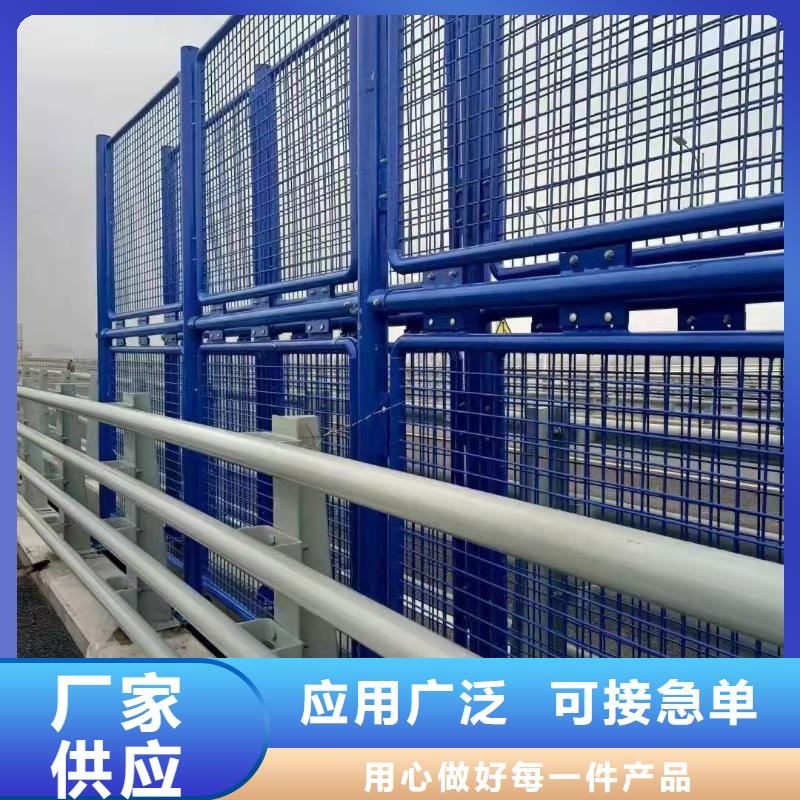

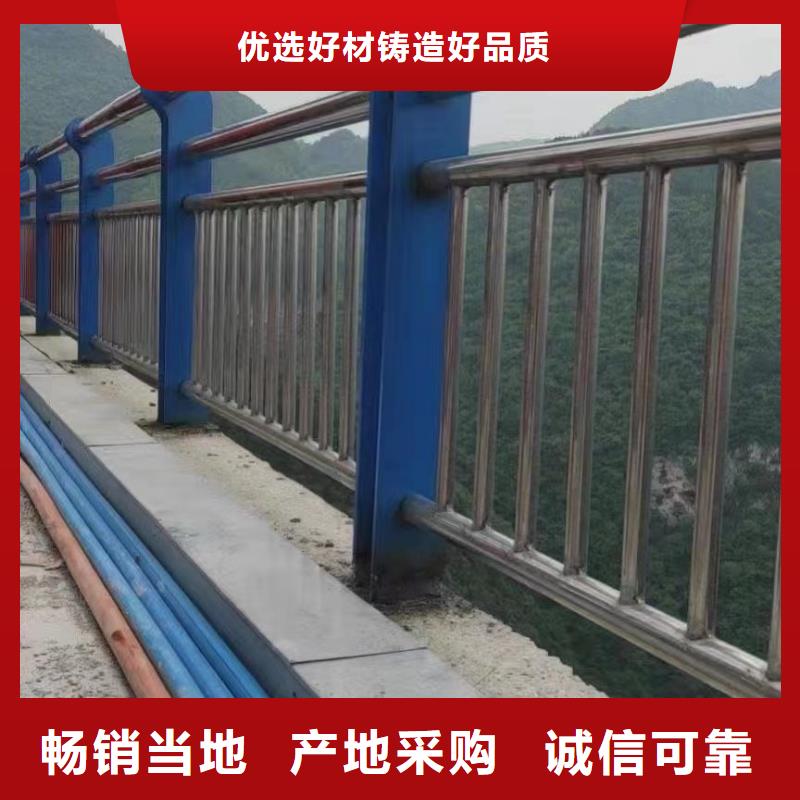
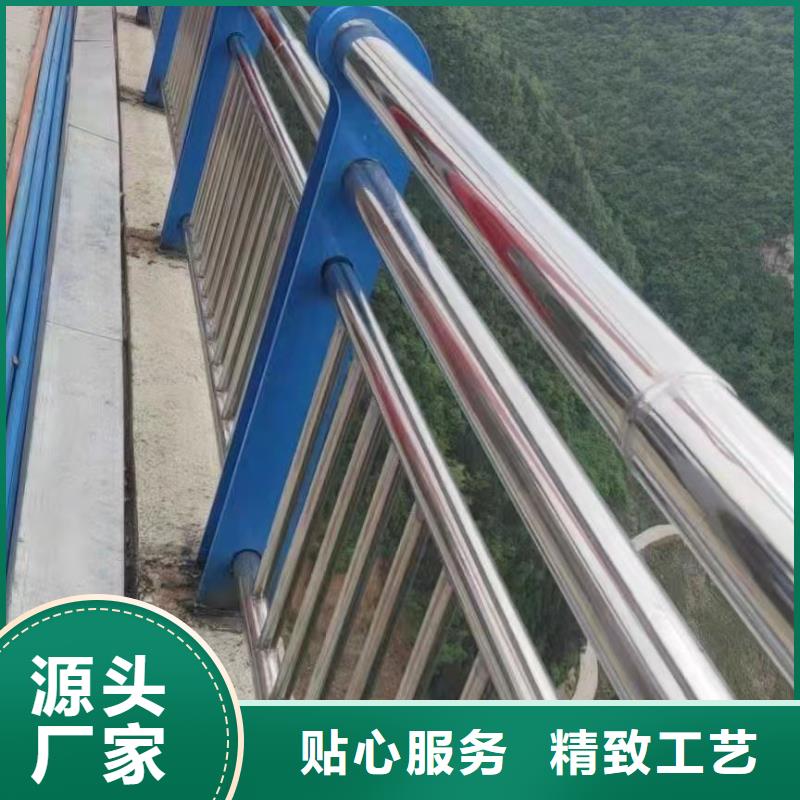



特点经过不同的抛光工艺,形成镜光、亚光、拉丝表面等现代工业化加工的装饰效果,而且不锈钢在冷加工、热加工、焊接等方面都具有良好的物理性能。高端的不锈钢护栏构配件采用的是不锈钢材质制作,有着的机械性能和优越的耐腐蚀性能,使得产品具有良好的抗水平荷载性能、抗垂直荷载性能、抗软重物撞击性能,保障了建筑物的使用。 不锈钢构配件产品主要有不锈钢护栏立柱、立柱配件、隔断不锈钢支撑件和不锈钢扶手配件等。不锈钢栏杆立柱是固定于建筑结构上,用于支承扶手及固定玻璃板、金属板、钢杆、的竖向构件,是护栏的主要承受荷载构件。不锈钢护栏立柱广泛应用于建筑物的阳台、楼梯、景观围护、通道隔离等,主要品种有玻璃护栏不锈钢立柱,杆件护栏不锈钢立柱和玻璃隔断不锈钢立柱及其他结构形状的立柱等。 在安装不锈钢复合管护栏要注意哪些不锈钢护栏结构一般分为主导、栏杆、主杆经常被称为主管(例如,楼梯护栏扶手的部分是我们所称的主管)。栏杆也可以称为立管,就是用来支持主管。按照 标准规定的主管的厚度为1.2mm,不锈钢护栏是经常出现在生活中,如楼梯护栏、阳台护栏、桥梁护栏等。 不锈钢护栏有很多优点,因此得到了广泛的普及。常在生活中看到,有不锈钢护栏加楼梯护栏,阳台护栏也多是不锈钢;大多数桥护栏仍为水泥或大理石,不锈钢桥护栏仍较低。安装项目安装时要注意检查其厚度,不要被别人坑。
<平凉>聚晟护栏制造有限公司 防撞不锈钢复合管护栏厂家-生产销售一体与不锈钢复合管连接方式相比新式的变革:先承插,后熔接,连接方式:先热熔,后承插仅对不锈钢复合管进行加热,避免热熔承插连接的熔接温度、时间及承插深度等由于人工操作的不确定性而导致熔接口不锈钢复合管发生渗漏现象。 不锈钢复合管价格月跌幅近一成不锈钢复合管价格月跌幅近一成不锈钢复合管行情:根据钢铁价格消息:由于成交不畅、库存上升、资金面偏紧这3个限制因素叠加,国内钢铁价格跌幅又有所扩大。 不锈钢复合管市场继续走在价格下滑通道内,一个月内进口矿价已跌去近一成。钢铁价格消息:由于成交不畅、库存上升、资金面偏紧这3个限制因素叠加,国内钢价跌幅又有所扩大。不锈钢复合管市场继续走在价格下滑通道内,一个月内进口矿价已跌去近一成。 据国内不锈钢复合管市场报告,近一周,国内现货价综合指数报收于9.23点,一周大跌4.98%。目前,黑色系产品大幅涨跌,不锈钢复合管价格先抑后扬,钢材价格则整体大幅下跌。在成交受阻、库存上升、资金面偏紧的情况下,商家继续杀跌,以求出货。

山区低等级公路新建中、小桥段和旧桥的护栏。以上就是为大家整理关于不锈钢复合管桥梁护栏的相关咨询,通过本次内容的分享,大家对不锈钢复合管桥梁护栏有了一定的认知,如果您想要更深入的了解不锈钢复,的业务员,或者到实地考察,共同探讨交流。 不锈钢复合管护栏无限焊接工艺站来咨询不锈钢复合管护栏无限焊接工艺那么今天就来讲解下不锈钢复合管护栏无限焊接工艺。焊接是一种焊接材料(相同或不同种类的)通过加热或加压或二者兼而有之,通过使用或不使用填充材料,使工件材料实现原子结合,形成 连接的过程。 那么不锈钢焊接的要点和注意点是什么。不锈钢焊接用的是什么电极不锈钢电极可分为铬不锈钢电极和铬镍不锈钢电极,两种类型的焊条按照 标准、GB/T983-2012的规定进行评定。铬不锈钢具有一定的耐腐蚀性(氧化酸、有机酸、气蚀)、耐热性和耐腐蚀性。 常用作发电厂、化工、石油等设备和材料,但铬不锈钢一般焊接性差,应注意焊接工艺、热处理条件和选用合适的电极。铬镍不锈钢焊条具有良好的耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、机械制造等行业。为防止受热引起晶间腐蚀,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,层间冷却快,焊道窄为宜。
<平凉>聚晟护栏制造有限公司

山区低等级公路新建中、小桥段和旧桥的护栏。以上就是为大家整理关于不锈钢复合管桥梁护栏的相关咨询,通过本次内容的分享,大家对不锈钢复合管桥梁护栏有了一定的认知,如果您想要更深入的了解不锈钢复,的业务员,或者到实地考察,共同探讨交流。 不锈钢复合管护栏无限焊接工艺站来咨询不锈钢复合管护栏无限焊接工艺那么今天就来讲解下不锈钢复合管护栏无限焊接工艺。焊接是一种焊接材料(相同或不同种类的)通过加热或加压或二者兼而有之,通过使用或不使用填充材料,使工件材料实现原子结合,形成 连接的过程。 那么不锈钢焊接的要点和注意点是什么。不锈钢焊接用的是什么电极不锈钢电极可分为铬不锈钢电极和铬镍不锈钢电极,两种类型的焊条按照 标准、GB/T983-2012的规定进行评定。铬不锈钢具有一定的耐腐蚀性(氧化酸、有机酸、气蚀)、耐热性和耐腐蚀性。 常用作发电厂、化工、石油等设备和材料,但铬不锈钢一般焊接性差,应注意焊接工艺、热处理条件和选用合适的电极。铬镍不锈钢焊条具有良好的耐腐蚀性和抗氧化性,广泛应用于化工、化肥、石油、机械制造等行业。为防止受热引起晶间腐蚀,焊接电流不宜过大,小于20%的碳钢焊条,电弧不宜过长,层间冷却快,焊道窄为宜。
